Belt Conveyor
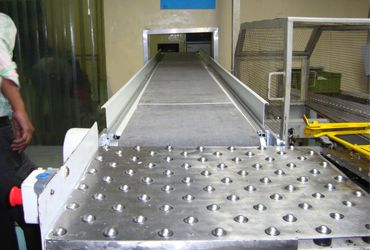


A belt conveyor is a widely used material handling system that utilizes a continuous loop of flexible material, or belt, stretched between two or more pulleys to move items from one place to another.
Key features :
- Robust design
- Simple construction
- Light weight
- Operational consistency
- Highly energy efficient
- Low maintenance
Specification:
| Width | 100 mm to 1500mm |
|---|---|
| Length | 1 meter to 25 meters |
| Speed | 2 to 20 mtr/ min |
| Conveyor Belt material | PU/PVC/NOVA |
| Supporting Structure | Aluminum / MS / SS |
| Load capacity | 150kg/ mtr |
Applications:
Belt conveyors are highly versatile and used in a wide range of industries for various purposes, including:
- Manufacturing and Assembly: Moving components and products along production lines.
- Logistics and Warehousing:
- Sorting and transporting packages and goods.
- Mining: Transporting bulk materials like coal, ore, and gravel.
- Food Processing:
- Airports: Baggage handling systems.
- Construction: Moving materials on construction sites.
- Recycling: Transporting and sorting recyclable materials.
Advantages:
Belt conveyors offer numerous benefits, including:
- Efficiency: Streamlining material handling and increasing productivity.
- Versatility: Handling a wide range of materials.
- Safety: Reducing manual handling risks.
- Cost-effectiveness: Offering a cost-efficient solution, especially for long distances.
- Reliability: Providing a dependable and continuous flow of materials.